
Подробнее про прототипирование деталей
Для значительного ускорения по времени изготовления и снижения себестоимости готовой продукции с помощью 3D печати производятся высококачественные высокоточные прототипы (модели) образцов продукции, по которым впоследствие изготавливаюся эластичные литьевые формы, используемые для промышленного выпуска заказываемой продукции.
Пример:
Для одного из предприятий пищевой промышленности (сахарный завод) в течение двух суток была изготовлены полимерные эластичные втулки, одеваемые на металлические валы транспортера готовой продукции (мешки с сахаром), предохраняющая мешки от порчи и порывов.Ранее похожие втулки этим предприятием приобретались в Италии за валюту с огромными сроками изготовления и доставки до потребителя.
Исходный образец

Вал с эластичной втулкой из резиновой смеси производства Италия (в середине видны потертости, из-за чего вал перестает выполнять свою функцию — на скользком валу мешки проскальзывают, образуется затор с последующим автоматическим отключением линии), причем боковые части остаются не изношенными.
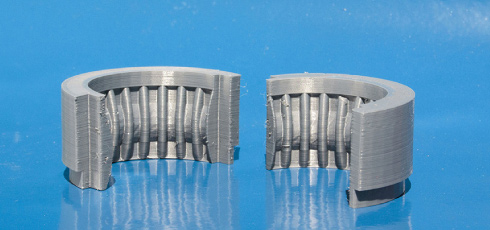
Прототип

Для облегчения процесса экслуатации службе ОГМ завода был предложен вариант изготовления втулки из 3 (трех) частей (замене подлежит только средняя часть, весь процесс занимает несколько минут).
Готовая товарная продукция

Используя б/у образец в качестве основных линейных размеров, в течение рабочего дня с помощью 3D печати (пластик АБС) были изготовлены три прототипа втулок, по которым были сделаны эластичные литьевые формы, на которых во вторую смену уже начался процесс изготовления промышленных образцов.
P. S.
Ранее, обычно, прототипы для моделей изготавливались из металла либо фторопластов методом фрезеровки, протяжки, токарной обработки на станках с ЧПУ, что занимало большое количество времени для поиска заготовок подходящего размера, ее пооперационной обработки.
Для данного изделия срок изготовления прототипа сократился с 14 рабочих дней до одного!!!
Портфолио Уником

Высокоточные детали
Эластичные формы
Архитектурные макеты

Прототипирование деталей
Материалы для печати
ABS пластик
Одним из популярных расходных материалов является термопластик ABS -пластик известен как акрилонитрилбутадиенстирол.
Особое желание использования данного пластика, обуславливается низкой стоимостью, ударопрочностью, жесткостью, износостойкостью и механическими свойствами этого материала.
ABS-пластик в промышленности уже получил широкое применение:
- производство и прототипирование деталей для техники;
- корпусов различных устройств;
- макеты коттеджей, домов, участков (архитектурно-строительные макеты)
- сувениров и бытовых аксессуаров;
- канцелярские изделия;
- рекламные принадлежности и пр.
Одним из важных достоинств отмечается тот факт, что выдержка температурной нагрузки данного пластика составляет 90–110 °C.
Из ряда достоинств, особо выделяются стойкость к щелочи, смазке, кислоте, углеводороду, жиру и бензину.
Прекрасно растворяется в ацетоне, эфире, бензоле, этилхлориде, этиленхлориде, анилине и анизоле. Хорошая растворимость ABS-пластика в ацетоне весьма полезна, так как позволяет производить большие модели по частям с последующим склеиванием.
Основной недостаток — чувствительность к воздействию ультрафиолетовых лучей.
Основным минусом ABS-пластика можно считать высокую степень усадки при охлаждении — материал может потерять до 0,8%-3% объема.
PLA пластик
Полилактид — один из самых удобных и широко используемых для 3Д печати термопластиков, что обуславливается сразу несколькими факторами. Пластик PLA известен своей экологичностью. Этот материал является полимером молочной кислоты, что делает PLA полностью биоразлагаемым материалом. Сырьем для производства полилактида служат кукуруза и сахарный тростник. В то же время, экологичность полилактида обуславливает его недолговечность (3–5 лет).
Преимуществом данного вида пластика является:
- нетоксичность;
- широкая цветовая палитра;
- размеры стабильны;
- идеален для движущихся частей и механических моделей;
- отличное скольжение деталей;
- гладкость поверхности напечатанного изделия;
- получение более детальных и полностью готовых к применению объектов.
PLA обладает низкой термоусадкой, то есть потере объема при охлаждении, что способствует предотвращению деформаций, и позволяет применять данный пластик для изготовления больших изделий.
PLA-пластик является идеальным материалом для 3D-печати прототипов и изделий, которые не предполагается эксплуатировать длительное время. Это могут быть декоративные объекты, изделия для презентаций и предметы, требующие тщательной детализации.
FLEX — резиноподобный пластик
FLEX — специальный гибкий материал, по свойствам похожий на твердый силикон. Упругий и приятный на ощупь. Этот материал открывает новые возможности в 3D-печати по технологии FDM.
Возможность печати моделей с новыми свойствами:
- игрушки и кос-плей маски;
- элементы суставов;
- кнопок и специальных пневматических патрубков сложной формы;
- заготовительных форм для ювелирного и литьевого производства мелкоштучных деталей.
Не поддается механической обработке и поэтому обладает высокой износостойкостью. Склеивается при помощи синтетических каучуков или с помощью паяльного фена.
Сводная таблица физико-химических свойств
| ABS | PLA | HIPS | FLEX | RUBBER | RELAX | ETERNAL | |
| Ударная вязкость по Шарпи, кДж/м2 | 180,14 | 5,62 | 198,92 | — | — | 4,17 | 197,06 |
| Модуль упругости при сжатии, МПа | 1,71 | 2,96 | 1,46 | 66,0 | 62,3 | 1,81 | 1,82 |
| Предел текучести при сжатии, МПа | 49,3 | 77,4 | 40,5 | 7,6 | 2,3 | 51,7 | 56,5 |
| Прочность при растяжении поперек слоев, МПа | 29,6 | 34,8 | 16,4 | 17,5 | 19,7 | 36,5 | 35,8 |
| Модуль упругости при растяжении поперек слоев, ГПа | 1,27 | 1,32 | 0,93 | 0,0637 | — | 1,12 | 1,14 |
| Прочность при изгибе, МПа | 65,4 | 94,2 | 37,6 | 5,3 | 3,4 | 76,1 | 69,5 |
| Модуль упругости при изгибе, ГПа | 2,14 | 3,04 | 1,35 | 0,0729 | — | 2,06 | 1,35 |
| Прочность при растяжении вдоль слоев, МПа | 19,7 | 31,2 | 29,6 | — | — | 33,6 | 22,5 |
| Модуль упругости при растяжении вдоль слоев, ГПа | 2,34 | 3,07 | 1,27 | — | — | 1,73 | 1,86 |
| Маслостойкость, (деформация за 24 часа) % | 0,8 | 1,1 | 1,2 | 2,6 | 14,8 | — | — |
| Бензостойкость, (деформация за 24 часа) % | 0,35 | 0,90 | 1,5 | 9,9 | 20,2 | — | — |
| Температура эксплуатации | от -40°С до +100°С |
от -20°С до +40°С |
от -40°С до +70°С |
от -40°С до +100°С |
от -35°С до +100°С |
от -40°С до +70°С |
от -40°С до +80°С |